The pharmaceutical industry relies heavily on precise temperature control to maintain the effectiveness, safety, and quality of its products. Many medicines, vaccines, insulin, laboratory reagents, and healthcare products are highly sensitive to temperature fluctuations. Even a small deviation from the recommended storage conditions can reduce product efficacy and compromise patient safety.
To address these challenges, pharmaceutical companies, hospitals, distributors, and healthcare facilities use specialized Pharmaceutical Cold Storage Rooms. These temperature-controlled storage systems help maintain strict environmental conditions required for sensitive medical products throughout their storage period.
Why is Pharmaceutical Cold Storage Important?
Many pharmaceutical products contain active ingredients that can degrade when exposed to excessive heat, freezing conditions, or humidity. Proper cold storage helps maintain product stability and ensures compliance with regulatory requirements.
A pharmaceutical cold storage facility helps:
- Preserve medicine effectiveness
- Maintain vaccine potency
- Extend product shelf life
- Ensure regulatory compliance
- Reduce product wastage
- Protect patient health and safety
What Products Require Pharmaceutical Cold Storage?
A pharmaceutical cold room is commonly used for storing:
- Vaccines
- Insulin
- Injectable Medicines
- Blood Products
- Diagnostic Reagents
- Laboratory Samples
- Biopharmaceutical Products
- Medical Research Materials
- Temperature-Sensitive Drugs
These products require carefully controlled storage conditions to maintain their quality and effectiveness.
Recommended Storage Temperature
Different pharmaceutical products require different temperature ranges.
Chilled Pharmaceutical Storage
Most vaccines, insulin, and temperature-sensitive medicines are stored at:
+2°C to +8°C
This is one of the most common pharmaceutical storage temperature ranges worldwide.
Controlled Room Temperature Storage
Certain pharmaceutical products may require:
+15°C to +25°C
depending on manufacturer recommendations.
Frozen Pharmaceutical Storage
Some biological materials and specialized medical products may require:
-20°C or lower
for long-term preservation.
How Does a Pharmaceutical Cold Room Work?
A pharmaceutical cold storage room uses advanced refrigeration and monitoring systems to maintain precise environmental conditions.
Cooling System
The refrigeration unit continuously removes heat from the storage area to maintain the desired temperature.
Temperature Monitoring
Digital controllers and sensors monitor temperature 24 hours a day to ensure accuracy and consistency.
Air Circulation
Proper airflow helps maintain uniform temperature throughout the storage space.
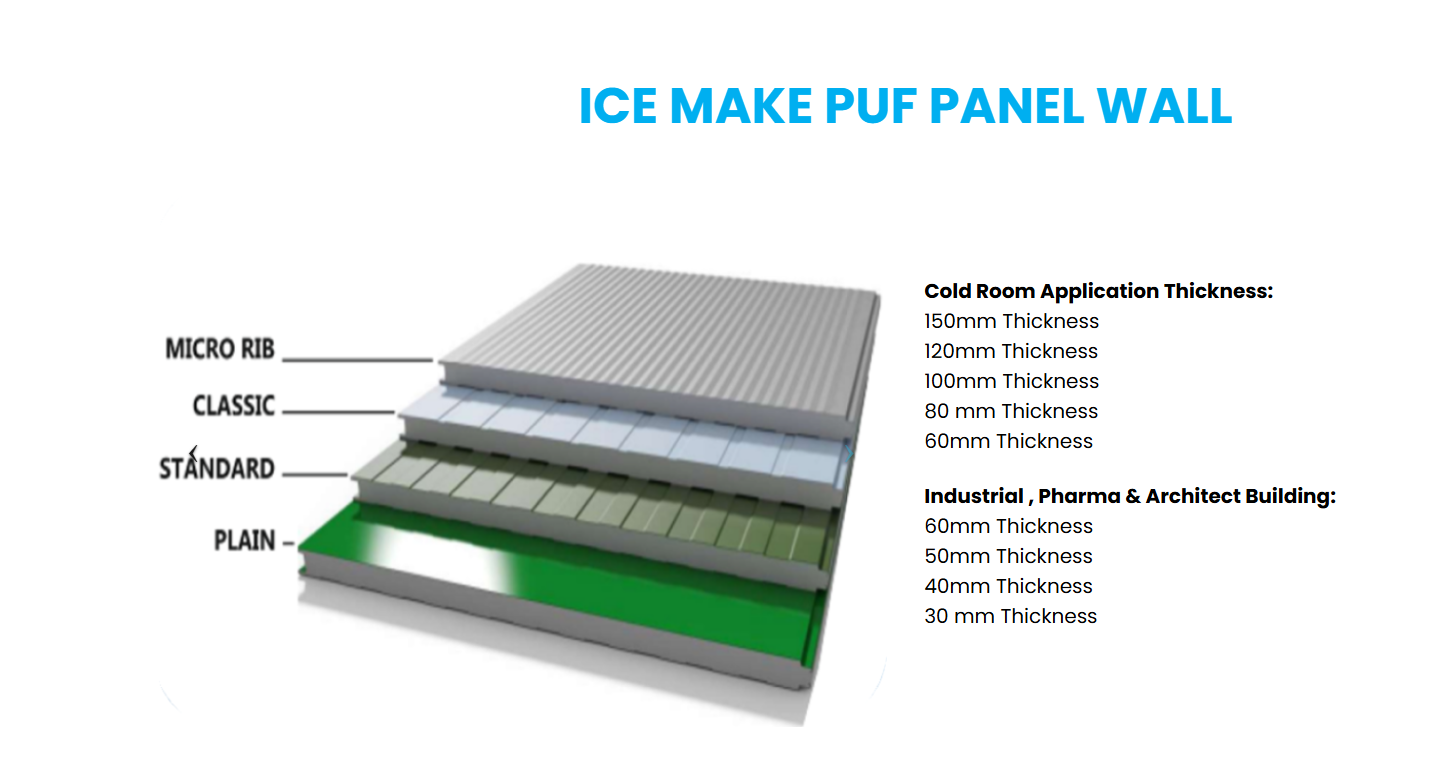
Insulated Construction
High-quality PUF insulated panels minimize heat gain from outside, improving energy efficiency and temperature stability.
Backup Protection
Many pharmaceutical cold storage systems include alarms, data logging, and backup systems to ensure product safety during emergencies.
Benefits of Pharmaceutical Cold Storage
Product Safety
Maintains product integrity and effectiveness.
Regulatory Compliance
Supports pharmaceutical storage standards and quality requirements.
Reduced Product Loss
Minimizes spoilage caused by temperature fluctuations.
Improved Inventory Management
Provides organized and controlled storage for valuable pharmaceutical products.
Reliable Cold Chain Maintenance
Ensures products remain within the required temperature range from storage to distribution.
Applications of Pharmaceutical Cold Rooms
Pharmaceutical cold storage facilities are widely used in:
- Hospitals
- Pharmaceutical Manufacturers
- Medical Research Centers
- Vaccine Distribution Centers
- Diagnostic Laboratories
- Healthcare Facilities
- Blood Banks
- Pharmaceutical Warehouses
These facilities form an essential part of modern healthcare and cold chain infrastructure.
R.M. Agrotech Pvt. Ltd. – Trusted Supplier and Service Provider in Nepal
R.M. Agrotech Pvt. Ltd. is a trusted supplier and service provider of Pharmaceutical Cold Storage Rooms, Cold Rooms, Chiller Rooms, Freezer Rooms, Refrigerated Containers, and Industrial Refrigeration Solutions in Nepal.
The company provides complete services including:
- Pharmaceutical Cold Room Design
- PUF Panel Supply and Installation
- Refrigeration System Integration
- Temperature Monitoring Solutions
- Cold Chain Infrastructure Development
- Maintenance and After-Sales Service
- Technical Consultation and Project Support
With a commitment to quality, reliability, and customer satisfaction, R.M. Agrotech helps healthcare organizations and pharmaceutical businesses maintain safe and efficient temperature-controlled storage facilities.
Conclusion
Pharmaceutical cold storage plays a critical role in protecting medicines, vaccines, insulin, and other temperature-sensitive healthcare products. By maintaining precise storage conditions, these facilities help preserve product quality, ensure regulatory compliance, and safeguard patient health. Whether for hospitals, laboratories, distributors, or pharmaceutical manufacturers, investing in a reliable pharmaceutical cold room is essential for maintaining an effective cold chain. For professional pharmaceutical cold storage solutions in Nepal, R.M. Agrotech Pvt. Ltd. offers complete design, installation, and service support tailored to industry requirements.